精密机械制造专家
21年矫直机专业生产厂家
24小时服务热线:
0769-83202640
精密机械制造专家
21年矫直机专业生产厂家
0769-83202640

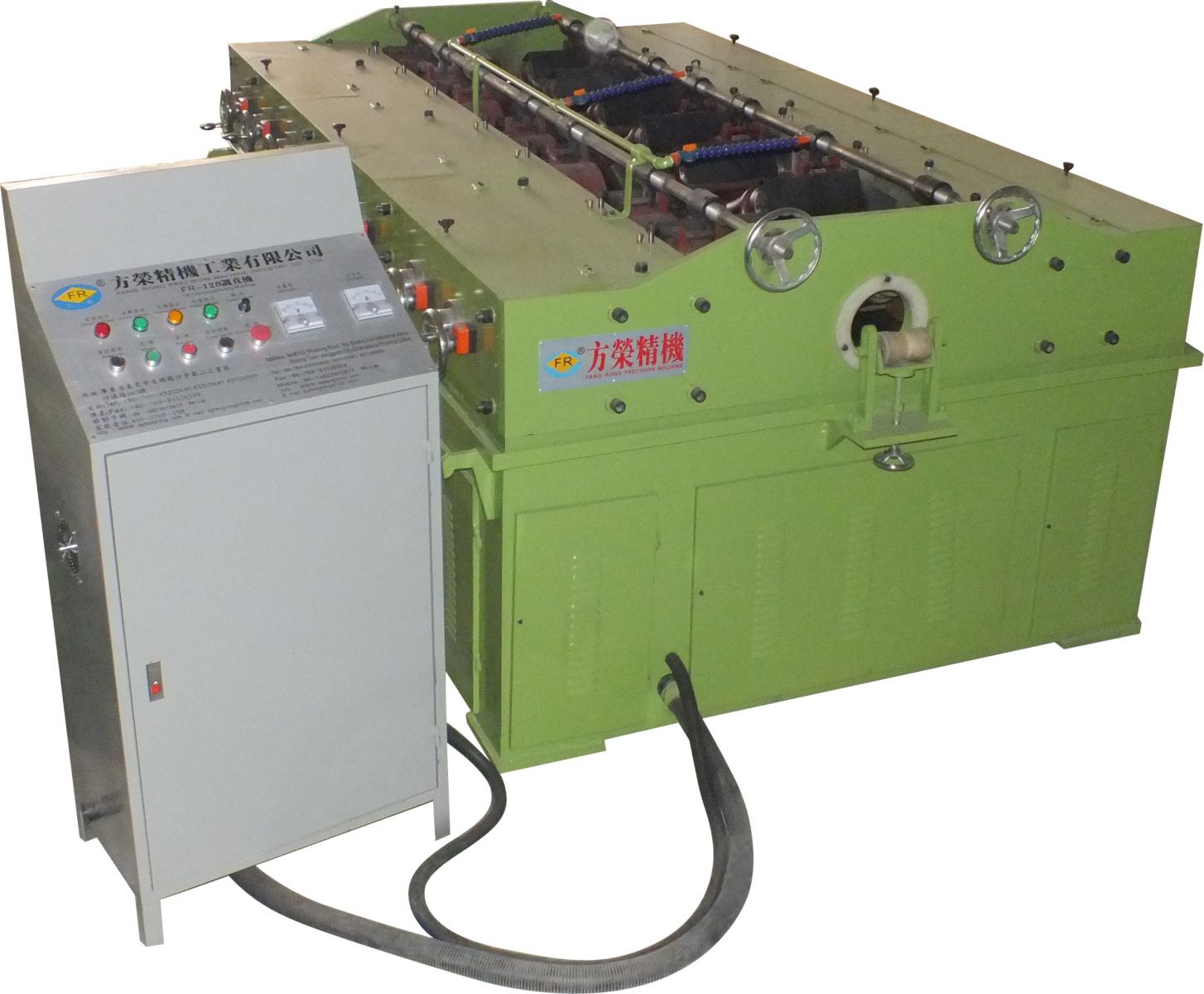
钢筋调直机基本原理:
原机械式调直定长切割机总体结构如图1所示。
图中,1为盘料架,需调直加工的钢筋就绕在上面。
2为调直筒,钢筋由盘料架上出来后进入该筒,适当调整调直块的调整螺钉,将调直紧固在不同的偏心位置上,以便对不同规格或不同性质的钢筋进行调直。调直的方案有高斯曲线型、正弦曲线型和余弦曲线型,分别适用于不同直径,不同屈服强度的钢筋。在调直多盘钢筋后,调直块会产生磨损,此时,应补调偏心以保证调直效果。
3为调直机主传动箱及牵引压辊,传动箱内由机械减速机构将电机转速降低,并带动主动压辊(上压辊)旋转。上料时,转动一偏心手柄,使上压辊抬起,将钢筋穿过上压辊与下压辊(被动压辊)之间的V型槽,然后反向转动偏心手柄,使上压辊放下,上下两压辊呈夹持钢筋状态。料压在两压辊之间,被调整钢筋力量的大小取决于压辊之间的夹持力。与上压辊机械相连的连杆上有一弹簧与之相连,该弹簧对上压辊实施加压,压辊的牵引力与压力成正比,故对不同直径与材质的钢筋应选择不同的弹簧压力,从而较好地握持并牵引钢筋。同时,为防止在剪切时的连切现象,在钢筋被顶停下时,钢筋与压辊间应能出现明显的打滑。因此弹簧压力的调整是调直机能否正常工作的关键。
4为机座,
5为剪切机构。传动箱中偏心轴的双滑块机构带动锤头作垂直方向的直线往复运动,剪切机构的方刀台中装有上下切刀.当装在方刀台中的切刀进入锤头下面时,上切刀被锤击而实现钢筋切断工作。钢筋被打断后,方刀台靠拉杆弹簧复位。
6为受料架,受料架是调直切断机的定长机构,架上有用于定长的定尺板,根据需要的长度调整好定尺板在拉筋上的位置,并调整好拉筋弹簧的压力,使被调直钢筋能顶动定尺板前进,而且又要在钢筋被切断后方刀台能及时复位。当被调钢筋顶动定尺板前进到位时,定尺板带动拉筋移动,拖动方刀台进入锤头下面而实现剪切。剪切完成后,方刀台靠拉杆弹簧复位。当钢筋被切断时,受料架张开卸料,钢筋落下后,受料架随即关闭,接受下一根钢筋。受料架卸料时,张开时间的长短由时间继电器控制。

2 定长误差存在的原因:
图1中,被调直的钢筋调直完毕后,需对其长度进行测量以便给出定长切断信号。从调直筒出来的钢筋由上下压辊牵引而前进,通过剪切机构后进入受料架。在受料架中钢筋顶住定尺板并带动拉筋前进,到位后靠钢筋的顶力使拉筋带动行程开关动作,给剪切机构送出剪切信号,并将带有下切刀的方刀台送到锤头下面,锤头锤击上切刀从而使钢筋剪断。从其定长工作的过程不难分析其定长误差存在的原因,
分析如下:
(1) 钢筋顶动定尺板因弯曲引起的误差。受料架上定尺板及拉筋均有一定的质量,且存在滑动摩擦力,而且还要拖动行程开关动作,钢筋或多或少地存在一定的弯曲,不可避免地存在定长误差。
(2) 由于钢筋在行走且锤头位置不确定而存在的误差。调直钢筋被压辊拖动以一定速度行进(一般情况钢筋前进速度为30m/min),锤头上下往复运动频率为600次/分,则锤头完成一个行程需要0.1s,即剪切机构从接收到信号到锤头落下剪切完成,时间在0~0.1s范围内变化。若让钢筋自由行走,钢筋必须会存在0~50mm之间的行走误差。而目前的定长方法是到位后迫使钢筋停止前进来获得所需的剪切精度,则夹辊与钢筋间将存在相对运动而打滑,势必在钢筋表面形成划痕。同样,迫使钢筋停止前进亦会产生上节所出现的情况,而且钢筋越长,误差越严重。




 客户
客户